Доработка полуавтомата EDON Smart MIG-180 PLUS для сварки тонкого металла
Эта модель из самого ценового низа имеет множество названий, самое известное из них JONSER 180. Слишком высокое минимальное напряжение 16,5В не позволяет нормально работать с тонкими металлами. В моем случае еще была слишком низкая скорость подачи проволоки.
При сварке металла 1мм встык точками можно приловчиться не прожигать дыры. Но добиться хоть какого-то провара с обратной стороны мне так и не удалось. Сдать назад в магазин такое поделие вряд-ли получится, даже через сервисный центр. Поэтому решил "пилить".
Самым правильным способом будет не покупать подобный аппарат вообще! Оглядываясь на собственный опыт, могу заверить, что сварочный с газом и обвязкой будет дешевле по затраченному времени и качеству шва.
Я не сварщик даже близко, пришлось искать крупицы информации по всему интернету. Кратко разберем теорию. Если мое понимание не верно, прошу поправить в комментариях. В полуавоматической сварке регулируется рабочее напряжение и скорость подачи проволоки. От скорости подачи проволоки зависит длина дуги и соответственно ток. Тоесть в MIG-режиме нет никакого стабильного тока в схеме, ток - это производная рабочего напряжения и скорости подачи проволоки.
Чем выше напряжение, тем больше сварочная ванна. Чем больше скорость подачи, тем короче дуга и больше ток, и больше вводимого металла. С последним у безгазовых аппаратов проблема - проволока в сердцевине содержит флюс, поэтому металла в шов попадает сильно меньше, чем при сварке обычной омедненной проволокой с газом. Это один из главных недостатков сварки с флюсом.
Другим существенным недостатком самозащитной проволоки является больший нагрев шва - нет охлаждения газом. Поэтому прожечь тонкий металл очень легко. Снижая рабочее напряжение (не путать с напряжением ХХ), можно уменьшить пятно сварочной ванны и тепловложение. Когда проволока начинает делать высокий шов без провара, уменьшать напряжение уже нет смысла.
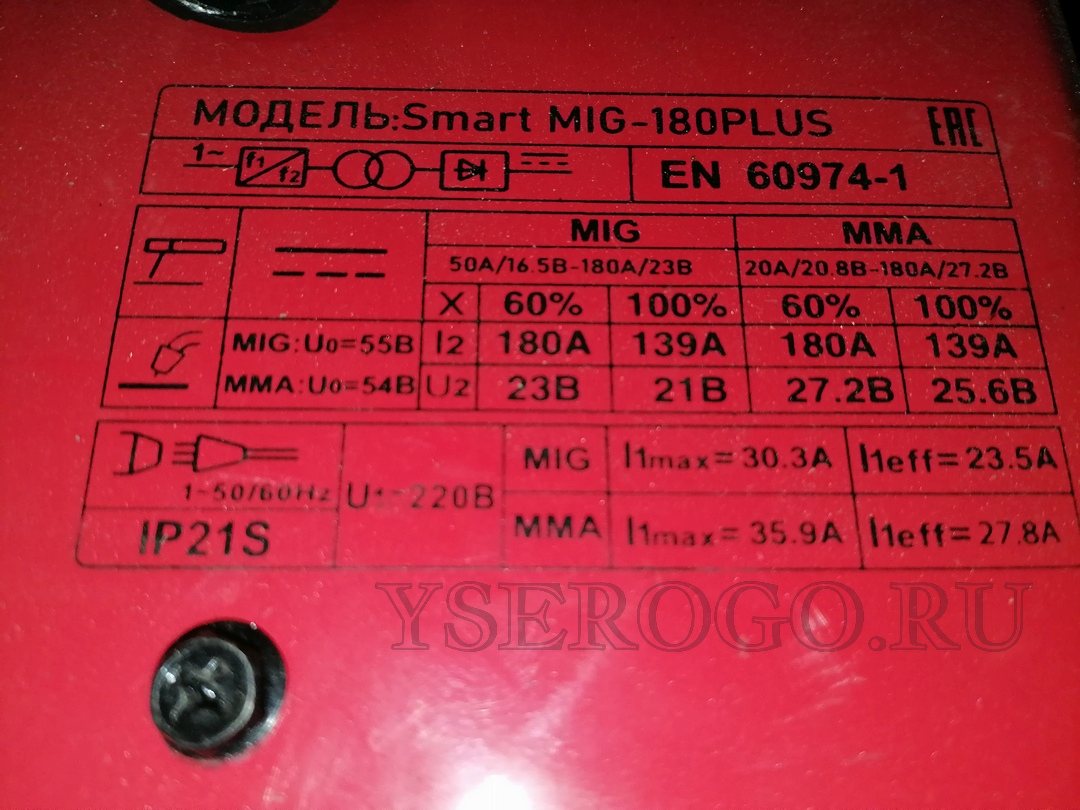 Значения рабочих напряжений довольно сложно найти в описаниях. Хотя это важная информация.
Значения рабочих напряжений довольно сложно найти в описаниях. Хотя это важная информация.Слишком высокое напряжение дает большое пятно нагрева, больший ток при неизменной подаче и как следствие прожоги тонкого металла. Уменьшив же время сварки точки, чтобы не допустить прожога, мы получаем отсутствие провара с обратной стороны, при сварке встык. Тут также влияет наличие зазора между металлами, он должен быть, но не более 1мм.
 Сварка с отрывом на минимальном заявленном напряжении 16,5В, сталь 1мм. Шов кажется приемлемым. Измерений рабочих напряжений не проводилось. Ни после, ни до
доработок! Поэтому вольтаж условен.
Сварка с отрывом на минимальном заявленном напряжении 16,5В, сталь 1мм. Шов кажется приемлемым. Измерений рабочих напряжений не проводилось. Ни после, ни до
доработок! Поэтому вольтаж условен. С обратной стороны нет провара. При сварке авто, где лицевая сторона шва зачищается в ноль, металл будет держаться на честном слове! При попытке прогреть точку дольше -
прожигается дырка.
С обратной стороны нет провара. При сварке авто, где лицевая сторона шва зачищается в ноль, металл будет держаться на честном слове! При попытке прогреть точку дольше -
прожигается дырка.В общем методом проб и ошибок пришел к тому, что в этих аппаратах напряжение нужно уменьшать, а подачу корректировать отдельно от напряжения.
Для корректировки скорости был введен дополнительный переменный резистор в цепь обратной связи мотора с МК. Сорость подачи, одновременно с напряжением по-прежднему регулируется штатным регулятором, который китайцы назвали "ток", тем самым путая новичков. А добавленным переменником скорость корректируется в большую и меньшую стороны.

Для уменьшения минимального штатного рабочего напряжения 16,5В мною испытывались константановая проволока в цепи массы или несколько мощных диодов там же. Диоды дали более приемлемый результат. Хотя возможно и с проволокой можно было получить аналогичный результат, просто не хватило терпения экспериментировать далше. Наверное уменьшить напряжение через доработку обратной связи в плате контроллера было бы правильнее, но до этого еще не добрался.
 Три последовательных диода, каждый из которых состоит из двух параллельных. Таким образом можно регулировать минимальное напряжение. "Костыль" без
вмешательства в схему аппарата.
Три последовательных диода, каждый из которых состоит из двух параллельных. Таким образом можно регулировать минимальное напряжение. "Костыль" без
вмешательства в схему аппарата. Провар на обратной стороне имеется. Такой шов можно шлифовать с лицевой стороны.
Провар на обратной стороне имеется. Такой шов можно шлифовать с лицевой стороны.