Пайка полипропиленовых труб для водопровода и отопления своими руками

В процессе сварки ППР-труб нет ничего сложного, поэтому данная технология приобрела широкое распространение. Минимальный набор оборудования и инструмента, а также чуть-чуть знаний и пайку водопровода может выполнить любой домашний мастер.
Тем не менее, многие новички и даже "мастера" зачастую нарушают технологию соединения полипропиленовых труб, хотя по большому счёту ошибиться там негде. Поэтому предлагаю ознакомиться с базовой информацией и нехитрыми советами.
Инструмент для спаивания
Паяльник, он же "утюг", более официальное название - "аппарат для сварки полипропиленовых труб и фитингов". Это основной и незаменимый инструмент в контексте сегодняшней темы. Представляет собой нагревательный элемент с насадками под различные диаметры труб, насадки имеют антипригарное покрытие. Насадка состоит из двух половин - одна нагревает непосредственно трубу (труба входит в насадку), а другая нагревает фитинг с внутренней стороны. Таким образом, для каждого сварного шва необходим тот или иной фитинг, сразу между собой трубы не спаиваются!

Безусловно существует технология сварки пластиковых труб без посредников в виде фитингов, но это более специализированная технология. Применяется в основном для больших диаметров труб в промышленных масштабах.
Зачистка для труб - применяется для подготовки к пайке армированной алюминием трубы. Снимает поверхностный слой алюминиевой фольги - подобные трубы уже редкость, в основном приходится иметь с ними дело во время подпайки к старым коммуникациям. При крайней необходимости этот инструмент можно заменить острым ножом, аккуратно срезав фольгу вокруг места пайки.

При работе этим инструментом можно немного изменять толщину снимаемого слоя, регулируя лезвия в очень небольших пределах.
 Такой способ зачистки стоит рассматривать как экстренный - очень неудобный и долгий. К тому же не такой качественный, как от заводского инструмента.
Такой способ зачистки стоит рассматривать как экстренный - очень неудобный и долгий. К тому же не такой качественный, как от заводского инструмента.Торцеватель для труб - очень похож на предыдущее приспособление, однако не снимает верхний слой с трубы. Инструмент режет трубу с торца, срезая несколько миллиметров алюминия в толще трубы. Трубы с подобным армированием широко распространены под псевдонимом "ленивки" - якобы для них не требуется зачистка. Действительно, зачистка не нужна, нужно торцевание, чтобы алюминий не контактировал с водой. Стоит заметить, что данное приспособление обычно подходит только к трубам одного производителя - качественно торцевать разные трубы вряд-ли получится. При спаивании труб диаметром 20-25 мм. можно обойтись без этого инструмента, главное стоит проследить, чтобы алюминий на торцах запаивался слоем полипропилена.

Если же в монтаже используются трубы без армирования или с армированием стекловолокном - зачистки и торцеватели не требуются.
Ножницы для труб - безусловно нужный инструмент. При острой необходимости можно обойтись без них, разрезая трубу ножовкой по металлу или (вообще худой конец) болгаркой. Однако это скорее экстремальные варианты, ножницы нужны!

Карандаш и рулетка - также необходимые инструменты.
Температура паяльника и время сварки
Температура спаивания ППР-труб одинакова для всех видов армирования и всех диаметров, и составляет 260℃. Такую температуру следует выставлять на термостате паяльника и всегда её придерживаться. В процессе работ можно случайно провернуть терморегулятор, поэтому рекомендую иногда на него посматривать. Двести шестьдесят градусов по цельсию, плюс-минус несколько градусов - не нужно делать температуру больше положенного!
Некоторые "ухари", для увеличения скорости выставляют температуру 300℃ (обычно максимальную у паяльника). Скорость пайки конечно увеличивается, однако ухудшается качество и существенно возрастает вероятность брака! Элементарный перегрев ухудшает прочность сварного шва, повышается вероятность появления загрязнённых участков (полипропилен липнет к насадке и пережигается), часто происходят случаи запаивания внутреннего прохода трубы.

Так называемая "жопка" на жаргоне сантехников - запаянный в фитинге конец трубы, наглухо или с небольшой пропускной способностью. Зачастую такой брак становится причиной катастрофически низкого напора воды или плохому нагреву отопительных приборов. Появляются "жопки" в результате превышения температуры и времени пайки - выставил высокую температуру на паяльнике или слишком долго нагревал детали, а иногда и то, и другое.
Ещё одной причиной повышения температуры на паяльнике является нежелание напрягать грудные мышцы - нормальная температура пайки и качественный полипропилен заставляют немного напрягаться!
Поэтому для правильного выполнения процесса, необходимо соблюдать как температуру, так и время нагрева спаиваемых деталей. Время прогрева трубы и фитинга зависит от диаметра. Данные приведены в таблице ниже и справедливы для любых типов полипропиленовых труб.
| Время | Диаметр трубы (наружный), мм | ||||||
|---|---|---|---|---|---|---|---|
| 20 | 25 | 32 | 40 | 50 | 63 | 75 | |
| Время нагрева, сек | 5 | 7 | 8 | 12 | 18 | 24 | 30 |
| Время сварки, сек | 4 | 4 | 6 | 6 | 6 | 8 | 8 |
| Время остывания, сек | 120 | 120 | 220 | 240 | 250 | 360 | 400 |
Данные из таблицы справедливы для температуры окружающего воздуха 20℃. Вообще кончено температура пайки может меняться в зависимости от температуры окружающей среды, собственно для этого на паяльнике имеется регулятор. Однако на начальном этапе не стоит забивать себе голову различными коэффициентами, а усвоить простую истину - пайку нужно выполнять в тепле!
Опытные мастера регулируют температуру в небольших пределах в зависимости от качества труб, а от окружающей среды зависит время нагрева. Другими словами, при температуре воздуха всего 5℃ увеличивают время нагрева, к примеру с 5 секунд (для 20 мм. трубы) до 7-8, температура на паяльнике не изменяется.
После некоторого опыта пайки качественных труб по выше приведённой таблице, появляется "ощущение" материала, чувство недогретого или перегретого паяльника. Только тогда можно приступать к экспериментам с температурой сварки, естественно в небольших пределах.
У того, кто уже пробовал собственноручно сваривать трубы может возникнуть очень важный вопрос: сколько времени отведено на стыковку двух свариваемых деталей после снятия с насадки?
Ответ на этот вопрос находится в действующих технических рекомендациях ТР 125-02. Технологическая пауза для диаметров 20-25 мм. составляет 4 секунды, для 32-50 мм. 6 секунд и 8 секунд для диаметров 63-90 мм. Однако имею мнение, основанное на своих личных ощущениях материала, что цифры эти завышены, раза в два. Хотя, подчеркиваю, что пауза сильно зависит от конкретного материала - полипропилен от разного производителя с разной скоростью теряет свою элластичность в течение нескольких секунд.
Процесс спаивания ПП-труб
После включения паяльника, ему необходимо дать прогреться минут 10. Если на насадках имеются загрязнения - их удаляют на горячем паяльнике не синтечической тканью или бумагой. Удалять грязь металлическими предметами не рекомендуется - испортится антипригарное покрытие.
Размер захода трубы в раструб фитинга зависит от конкретного ассортимента и обычно составляет 15 мм. для трубы D20 и 20 мм. для следующих диаметров. Этот размер лучше всего померить рулеткой на конкретной детали — раструб в фитинге имеет четко выраженные границы.
Непосредственно перед сваркой трубу и внутреннюю часть фитинга протирают чистой, сухой тканью - спаиваемые поверхности должны быть чистыми. Конечно не стоит гнаться за стерильностью - нет необходимости протирать пластик спиртом, как некоторые советуют.
Труба и фитинг одновременно насаживаются на противоположные стороны разогретой насадки и выдерживается требуемое время нагрева. Во время прогрева полипропилена не нужно вращать трубу и фитинг, для более быстрого одевания на насадку! Если фитинг тяжело налезает на насадку - напрягать грудные мышцы.
Некоторые насадки устроены так, что при пайке фитинг очень тяжело налезает и полностью надевается на насадку по прошествии 3-5 секунд. Когда отсчитывать нужное время нагрева? Первым делом следует обратиться к тому же документу ТР 125-02:
"Время нагрева и оплавления - время, отсчитываемое с момента полного вдвигания труб и деталей в рабочие элементы электронагревательного инструмента и их оплавление."
Так как труба тяжело входит в насадку и новичку сложно понять, зашла ли труба до конца, то по первости рекомендуется отмечать на трубах риски, до которых нужно загонять трубу в паяльник. Точная глубина немного разнится у разных производителей, поэтому лучше ее померить в раструбе фитинга заранее.
Для начального опыта такое руководство вполне подходит. Скажу лишь, что с опытом приходит понимание: с "тугими" насадками и стандартным временем прогревания происходит излишнее оплавление.


Сняв трубу и фитинг с насадки, их как можно быстее соединяют и держат несколько секунд в неподвижном состоянии (время сварки в таблице). Объективно - после снятия с насадки паяльника, есть 1-3 секунды на соединение. Даже после прошествии времени сварки нужно позаботиться о том, чтобы на соединяемые детали не действовали никакие посторонние силы в течение нескольких минут. Даже вес самой напаянной трубы может деформировать место пайки.
Во время сварки нельзя вращать трубу в фитинге, нужно соединять их в заведомо правильном положении. Для собственного ориентирования, спаиваемые трубу и фитинг можно пометить чёрточкой - тогда во время пайки больше вероятности соединить детали ровно. Тем не менее не стоит безоговорочно ориентироваться на чёрточки, нужно видеть картину в целом. Безусловно, в процессе соединения есть время на корректировку - не более секунды, когда можно выровнять небольшие огрехи спайки.

У хорошо пропаянных деталей должна образоваться каёмка (буртик) вокруг трубы в месте сопряжения с фитингом. Если заглянуть внутрь фитинга, то край трубы также будет иметь немного оплавленные края.



Некоторые сантехники дуют в трубу после сварки, чтобы убедиться, что труба не запаялась. По своему опыту могу сказать, что если соблюдена температура пайки и время нагрева - такого никогда не происходит. Хотя теоретически может попасться очень некачественный полипропилен от безымянного производителя.
Базовые навыки по монтажу полипропиленовых труб
Перед непосредственным монтажом необходимо распланировать расположение труб и последовательность сварки конкретных швов. Здесь имеется в виду не проектирование и подсчет тех или иных деталей — это само собой разумеется. Речь идет именно о последовательности добавления фитингов и труб в систему — для аккуратнго выполнения работ это очень важно!
Дело в том, что для подпайки деталей или узлов к установленным трубам требуется выполнение важного условия. Если начать спаивать все детали водопровода, не задумываясь об этом нюансе, то в один прекрасный момент появится ситуация, когда дальнейший монтаж будет физически невозможен.
Условие это: для сварки необходим минимальный ход хотя-бы одной из спаиваемых деталей (трубы или фитинга)! Другими словами, спаиваемые детали должны позволять отодвинуть их друг от друга на минимальное расстояние для ввода паяльника, а затем без препятствий состыковать их друг с другом.
Минимальное расстояние, на которое должны отходить друг от друга труба и фитинг составляет около 7 сантиметров (зависит от паяльника и насадок). Помимо прочего, ход трубы или фитинга должен позволить вставить трубу в фитинг на 1,5-2 сантиметра (зависит от диаметра трубы). По итогу получается, что нам необходим ход деталей в 9 сантиметров (7+2).
 Необходимый ход дает левая часть спаиваемого водопровода. Благодаря наличию нескольких уголков до жесткой фиксации (в данном случае водосчетчик), такая конструкция
позволяет "гулять" уголку, на котором планируется сделать завершающий шов.
Необходимый ход дает левая часть спаиваемого водопровода. Благодаря наличию нескольких уголков до жесткой фиксации (в данном случае водосчетчик), такая конструкция
позволяет "гулять" уголку, на котором планируется сделать завершающий шов.Именно поэтому так важно планировать процесс сборки всех деталей в одно целое: какие-то узлы можно спаять отдельно, а затем "кочергу" добавить в систему. Проще говоря, лучше добавлять в монтируемую систему целый узел из нескольких деталей (труба, уголки, муфты) одной пайкой с необходимым зазором, чем допаивать каждую деталь сразу на положенное место.
А сложный узел из множества деталей проще сварить отдельно, без всяких стеснений в движениях. Главное, чтобы собираемый узел наверняка можно было поместить на место. Бывают такие случаи, когда собранная отдельно сложная деталь попросту физически не влезает на место по причине наличия других труб, каркаса и т.п.

Совет: при спаивании нескольких деталей в один сложный узел, выдерживайте расстояние между швами не менее 3-4 сантиметров, если это конструктивно возможно. От ошибок никто не застрахован и если несколько фитингов сварить вплотную друг к другу, то при какой-либо неточности придется вырезать и выбрасывать весь узел. При минимальном расстоянии в 3-4 см. проблемную деталь можно вырезать, а так как из соседних фитингов торчит запас трубы - к ним можно припаяться.

Теперь рассмотрим некоторые приемы по решению различных задач в монтаже трубопровода из ПП-трубы.
Для всякого рода сложных поворотов и обводов хорошо служит уголок 45 градусов. Посредством соединения их в разных вариациях можно выполнить обвод трубы любого диаметра или требуемое смещение проводимой трассы. Эти углы выгодно отличаются от уголков 90 градусов тем, что в большинстве случаев позволяют выполнять обводы, смещения и повороты более компактно.
 Несмотря на наличие специальных обводов, четыре уголка по 45 градусов (роль 4-го угла выполняет тройник) дают больше "гибкости" при формировании обвода. Изменяя
расстояния между углами, можно изменять степень огибания (обойти трубу любого диаметра или иное препятствие).
Несмотря на наличие специальных обводов, четыре уголка по 45 градусов (роль 4-го угла выполняет тройник) дают больше "гибкости" при формировании обвода. Изменяя
расстояния между углами, можно изменять степень огибания (обойти трубу любого диаметра или иное препятствие).
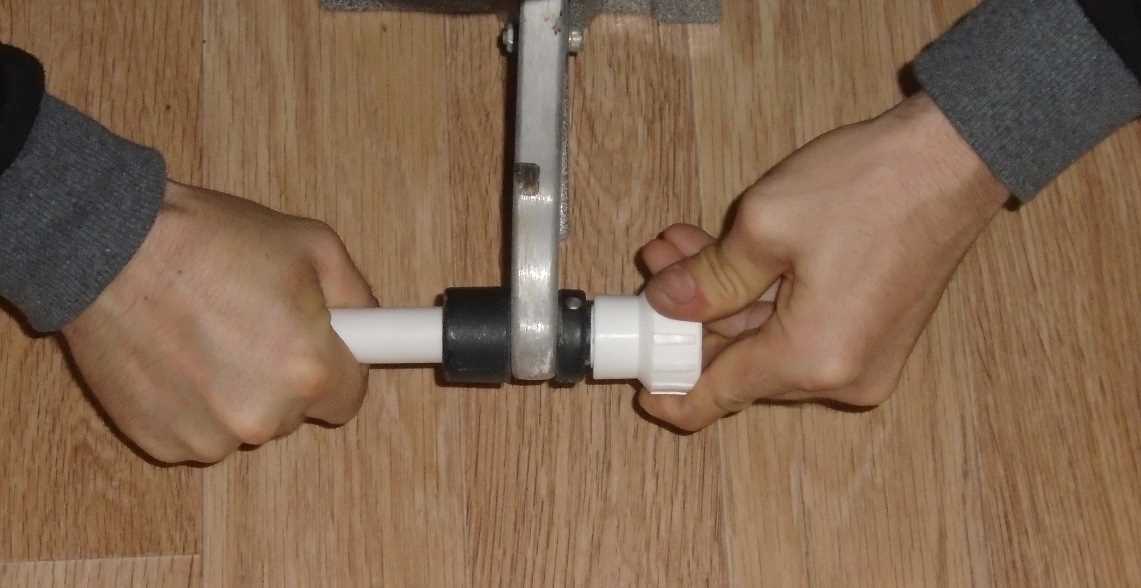
Во время стыковки паяемого водопровода с водосчетчиками, можно столкнуться с парой неудобств: мало места для полноценного доступа паяльника (пример с ходом 9 см. выше) и наличие остатков воды в самих счетчиках. Последний факт может испортить место сварки, ибо во время ввода-вывода насадки паяльника создается некий вакуум, из-за чего остатки воды из счетчика устремляются к месту пайки. В подобных случаях будут полезны разъемные муфты.
Разборные полипропиленовые муфты (переход с металла на ПП) считаются далеко не самыми надежными элементами, поэтому подобные узлы следует использовать только в местах возможного доступа. На качество разборной муфты влияет величина бортика, который прижимает накидная гайка - она должна быть как минимум на следующий диаметр больше присоединяемого диаметра металлической резьбы. Также некоторые производители добавляют стекловолокно в материал пластикового штуцера муфты - это повышает ее прочность.

Во время монтажа нужно всячески избегать физического напряжения в трубах: чрезмерного изгиба, закручивания (особенно!) трубы и прочего. Во время различных поворотов труб нужно оставлять 5-10 миллиметров на зазор от стен для свободного хода.
А теперь несколько слов о тепловом расширении. При использовании полипропиленовых труб во внутридомовой разводке водопровода и отопления, прямые отрезки труб в редких случаях превышают 2 м. Поэтому в большинстве случаев линейный коэффициент не играет никакого значения! Для теплового зазора достаточно отступать в углах 5-10 мм., при использовании прямых труб не более 1 метра.
Неармированный полипропилен дает изменение длинны около 10 мм. на 1 метр трубы при изменении температуры на 70 градусов. Это означает, что метровый отрезок без армирования можно использовать на горячей воде, оставив с обеих сторон отрезка по 5 мм. зазора до стен.
Распространённые вопросы и ответы по пайке полипропилена
Можно ли паять трубы одного производителя, а фитинги другого? Безусловно можно, однако хочется предупредить, что и муфты, и трубы следует использовать надлежащего качества. Не стоит использовать детали безымянных производителей. В непрофессиональных магазинах часто продают трубы разных фирм, а фитинги одни и те же, от безымянного производителя. Я не рекомендую использовать такую связку. В целом же ничто не мешает спаивать трубы и фитинги разных производителей, с разным армированием или без такового по разные стороны муфты.
Полипропилен липнет к насадкам - что делать? Первым делом нужно проверить реальную температуру на паяльнике — вполне возможно, что она не соответствует температуре на термостате. Чаще всего расплавленный пластик начинает прилипать на поцарапанные насадки, поэтому их не следует чистить металлическими предметами. Насадку можно почистить плотной бумагой или картоном, но обычно это не дает долгого эффекта. Если насадка начала активно загрязняться, то самым разумным выходом будет приобретение новой.
Тем не менее, временно выйти из положения при слишком "липкой" насадке можно. Чтобы не испортить сварной шов и оставить насадку максимально чистой, во время снятия трубы и фитинга с насадки их нужно немного прокрутить.
Можно ли гнуть полипропиленовые трубы? Гнуть их нельзя, ни при монтаже, ни после. Если существует необходимость изогнуть трубу во время монтажа - то следует использовать обводы или комбинации из уголков. Справедливости ради стоит заметить, что слабое место у трубопровода на изгиб - это стык трубы и фитинга. Эта точка сопряжения обламывается при некотором усилии на излом. Чтобы убедиться в этом, достаточно спаят пробную конструкцию из уголка и двух отрезков трубы по 50 см., и попробовать сломать эту "кочергу" руками.


Иногда случается потребность спаять узел с нестандартным углом. Напомню, что ПП уголки встпечаются только двух видов: 90 и 45 градусов, по крайней мере мне другие не встречались. А что делать, если нужен поворот трубы иного градуса? Существует два известных мне метода:
При помощи двух уголков 45° можно сделать любой угол, изменяя угол поворота уголков относительно друг друга. Недостаток способа в том, что из-за нестандартного поворота, соединение не будет в одной плоскости.
Второй способ - нарушать соосность трубы и фитинга на нескольких соединениях. Не стоит забывать, что прямолинейность в месте стыка трубы и фитинга не должна отклоняться более, чем на 5°.


Как спаять полипропиленовые трубы если нет свободного хода? Существуют различные варианты, в зависимости от конкретной ситуации. Это и использование 2 паяльников, и применение разъемных соединений, и прочее. Однако если монтаж выполняется не на "парадном" участке трубопровода, то самым простым решением будет выполнение обвода. В самом простом воплощении можно обойтись 2 лишними углами 90 градусов. Весь смысл в том, что если мы не можем раздвинуть трубы по горизонтали, напаяв 2 уголка, мы можем сварить их между собой по вертикали или в другой плоскости.

Как спаять трубы, если не держит кран? Категорически нельзя производить сварку, если в спаиваемом участке присутствует вода. Если по каким-либо причинам полностью перекрыть воду не удаётся, нужно остановить её на время сварки. В интернете советуют затыкать трубу хлебным мякишем, но проблема в том, что мякиш тут же выдавливает вновь создающимся давлением в трубе. Поэтому способ будет работать только тогда, когда есть возможность открыть для выхода воздуха участок до места спаивания. А когда трубы спаяны, мякиш легко выскакивает при подаче давления.
 На этом фото видно, что у фильтра откручена заглушка и оттуда по тряпочке стекает лишняя вода. А в месте спаивания заткнут хлебный мякиш.
Благодаря открытому фильтру, у нас было чуть больше минуты, чтобы успеть совершить пайку, пока вода не выдавит мякиш.
На этом фото видно, что у фильтра откручена заглушка и оттуда по тряпочке стекает лишняя вода. А в месте спаивания заткнут хлебный мякиш.
Благодаря открытому фильтру, у нас было чуть больше минуты, чтобы успеть совершить пайку, пока вода не выдавит мякиш.Собственно на этом предлагаю закончить изложение информации. Планирую со временем расширить список распространённых вопросов о пайке полипропиленовых труб.